


How to Laser Cut Copper and Other Reflective Metals
From: 本站 Date: 03rd September 2021 Author: shengangtong Views: 4110
Laser cutting of mild steel and stainless steel has a long history and has been one of the primary applications for CO2 lasers. However CO2 lasers have not traditionally offered a good solution for cutting highly reflective materials.
Fiber lasers have an emission wavelength of around 1.07 µm, compared to 10.6 µm for traditional CO2 alternatives.
Not only is the 1.07 µm laser light reflected less, and therefore
absorbed more easily, but the shorter wavelength can be focused into a
spot that is around 1/10th of the diameter of a CO2 beam.
This provides a dramatically higher power density, making metal
penetration easier. At such high power density levels, metals such as
copper and brass quickly go through a phase change into molten state,
therefore the laser beam rapidly overcomes the reflectivity barrier of
such metals to initiate an efficient cutting process. Cutting such
metals have shown to be challenging using CO2 lasers or near lasers that have low peak power.
Why is laser cutting brass and copper so challenging?
Their low absorption of infrared laser light makes these metals challenging to cut.
Copper and brass (copper-zinc alloy) are good reflectors (and therefore poor absorbers) of the infrared (IR) laser light, especially in their solid state.
Pure copper reflects > 95% of near-IR radiation (~ 1 µm wavelength) in its solid state.
The reflectivity of copper and other reflective metals decrease when the metal warms up, and drops sharply once the material melts (e.g. down to <70% for copper in its molten state) as seen in figure below. These metals absorb significantly more laser energy in molten state.

Common problems when laser cutting reflective metals.
When choosing optimized laser, optics, and cutting process, a laser beam
quickly melts the surface of reflective materials to then interact with
the more absorptive molten metal and initiate an efficient, stable
cutting process. Wrong choice of laser/optical setup, or using
non-optimal process parameters can result in excessive dwelling of the
laser with the solid metal, and therefore excessive amount of
back-reflected light. Too much reflection in turn results in the
inefficiency of cutting process and potential damage to optics.
The critical stage in cutting reflective metal is the beginning of the
process, especially the piercing stage when the laser interacts with
solid metal. After the cut is established, laser beam mostly interacts
with the molten material.

What are the important factors in successful fiber laser cutting of copper and brass?
The following process parameters are relevant for piercing and cutting copper and brass with fiber lasers:
Cut Speed
Back off from the maximum feed rate the process can support by about 10 – 15% to avoid any risk that the cut will extinguish, thereby applying high levels of beam energy to a material in its most reflective state. If in doubt, start at a slower rate than you know the process can support. Allow sufficient dwell time to ensure pierce hole is through before moving the beam to start the cut.

Focus Position
For both piercing and cutting, set the focus position as close to the top surface as the cut quality allows. This minimizes the amount of surface material that interacts with the beam at the beginning of the process, thereby maximizing the power density of the beam, which leads to quicker melting.

Power Setting
Using the maximum peak power available for the piercing and cutting
reduces the time in which the material is in its most reflective
condition. The chart above can be used as a conservative guide to start
the process development.
Cutting Gas
When piercing and cutting copper, using high-pressure oxygen (100-300 psi depending on the thickness) is typically used as the cutting gas to increase the process reliability. When oxygen is used, the formation of copper oxide on the surface reduces the reflectivity. For brass, nitrogen cutting gas works fine.










• Previous: Precision Cutting Stents with Fiber Lasers
• Next: Fiber Laser Cutting vs. Traditional Sheet Metal Cutting Techniques

Mini Desktop CNC Router for Gifts Making Small Business
Best Granite marble manual polishing machine For Sale

Stone Processing CNC Equipment Automatic Tool Changer CNC Quartz Stone Machining

3020 40W Mini CO2 Laser Engraving Cutting Machine

New Design Mini Stone CNC Machine for Marble, Granite and Quartz

Portable CNC Flame Cutting Machine with Plasma Torch for Sale
High-Precision Mini Hobby CNC Plasma Cutting Machine for Metal

Mini CNC Plasma Cutter With Rotary

4 Axis 1325 Sculpture Machine Cnc Carving Marble Granite Stone Cnc Router
Z Height 1000MM 4-AXIS Stone Engraving CNC Machine Heavy-duty Stone CNC Machine Stone Relief Carving CNC For Sale
4030 portable mini co2 laser carving and desktop rubber stamp laser engraving machine

Stone CNC Router For Kitchen sink tile carving and cutting Marble, Granite and Quartz

Robust CNC Plasma Cutting Machines with Flame Cut Head for Heavy-Duty Industrial Use

Small Portable CO₂ Laser Cutter Engraving for DIY & Business – Ideal for Wood, Acrylic, Leather

1325 3 Axis 4x8 CNC Stone Router for Sale

Mini CO2 Laser 5030 Cutting Engraving Machine For Sale
Portable CNC Plasma Flame Cutting Machine for Sale at Cost Price

Portable Cnc Plasma Oxyfuel Sheet Metal Cutting Machine for sale
CNC Plasma Cutters for Customized Metalwork –Rotary&Drilling Head
Small Table design 6040 Easy Move CO2 Hobby Laser Cutter Machine for Beginners
High-Efficiency 2 Heads CNC Machine for Aluminum Stone Marble Engraving & Cutting

Best CNC 2 Spindle 4-AXIS Stone Carving Machine High-precision Stone Carving Stone Countertop Fabrication

Top Rated 2x3 CO2 Hobby Laser Cutting Machine for Sale at Affordable Price

Best 4x8 CNC Plasma Cutter Table for Sale at Affordable Price
Entry Level CO2 Hobby Laser Cutter Machine for Beginners
Top CNC Plasma Cutters for Automotive, Aerospace, and Manufacturing Industries
Precision Stone Engraving Machines for Memorials & Signs

Portable Co2 9060 Laser Nonmetal Cutting Engraving Machine

1090 CO2 Laser Machine with Ruida Controller for Non-metal Glass Acrylic Engraving Cutting

Entry Level 9060 CO2 Hobby Laser Cutter Machine for Beginners
1325 Wood CNC Router DSP A11 Controller Wood Cutting In Test

Stone Edage Polish Machine In Test

1325 ATC Wood CNC Router Furniture MDF Cutting In Test

1 Hold 2 Spindle Stone With Rotary Marble Engraving Machine In Test
Muliti Head 3 spindle Mable Caving Machine In Work

CNC Parts In Delivery

Protable 1530 120A CNC Metal Cutting Machine With Flame Head Gas Cutting In Test
1000mm Wood CNC Polish Machine Shipping

1530 Fiber Metal Cutting 3000W In Test

20W Table Fiber Marking 4 Axis With Rotary In Test

Customzied High Z height 4th Axis Stone Marble Caving Machine 1225 Test

Buy 6090 Laser Cutting Machine For hobbyists startups Price Supplier
Mini Hobby 300X200 CO2 Laser Engraving & Cutting Machine Test

CNC Polish Machine 1000mm In Test

1325 Stone CNC Router Machine Kitchen Tank Working

1290 CNC Laser Nonmetal Cutting & Engraving Machine In Test
2 Spindle 2 Rotary 3D Marble Engraving Machine Work
1530 Stone caving Marble CNC Router Work
Multi Heads 8 Spindle Two Hold Wood CNC Router Machine In Test Work

50W Raycus Table Laser Marking Machine Test Work

5030 CO2 Laser Mini Hobby Machine In Test Work

Mini 6090- 3D Wood Engraving Work Test

1530 Plasma Metal Cutting Machine
1825 3D Wood CNC Router With Mach3 Controller and Dust Collect
Easy feeding Worktable Stone Marble engraving Machine SYS1530 In Test Work
CO2 wood plastic Cutting & Engraving Machine 1290 In Test Work

6090 Metal Engraving 4 axis Drilling PVC Tube Work Test

6090 Metal Aluminum Engraving Cutting Test Work

ATC 1325 Liner Tool changer Wood CNC Router In Test Work

50W JPT Fiber laser Table design With Rotary In test

The Apprentice Maze Puzzle Box

Box laser cutting software share
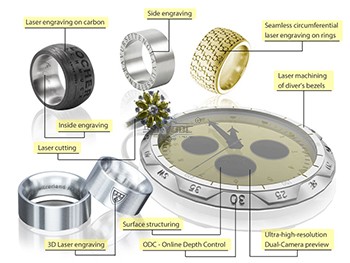
laser marking and engraving for the jewelry industry

Copper cutting for fiber laser cutting machine

Aluminum Cutting for fiber laser cutting machine

CS Laser Cutting Factors that Affect the Process

Stainless steel Fiber Laser Cutting

2d&3d wood MDF carving and cutting

3D CNC Router for Stone Relief Carving Projects

Laser Cut Adjustable Table Lamp

CO2 Laser cutting Baby Birth Block

CO2 laser cutting and engraving for 6 Sided Box Puzzle

Co2 laser wood cut Illuminated Pattern Box

Engrave Round Parts With 50W Fiber Laser Marking Machine

CNC Plasma Cut Deer Head

Relief Map on a CNC Router

CNC Router Bar Stool

Wood Chair Made With CNC Router

Competitive Price New Design Waterjet Machine 3 axis Cutting Machine

Typical industries that use waterjet technology

What main benefits to waterjet cutting ?

DTF Printer Machine Application

Typical fields of application
UV Laser Marking Machine For Glasses Engraving
GOLD Engraving -Fiber laser marking work

Sover Engraving -Fiber metal engraving and marking
3D Marking Logo deep engraving -Fiber marking machine

MOPA Fiber Laser Marking Machine Application and Samples

Fiber Laser Engraving and Marking Machine for Metalworking Projects

Stone shaft Rotary use engrave cnc router machine
Jacob from United States
I am a beginner at CNC, I’ve never used a CNC machine before and with in a day I was carving. An awesome machine for a beginner to learn as hobbyists. I used the manual and the help video. One hour to assemble and test, very friendly and easy to use. It’s a good buy for the money. I would definitely recommend this machine to someone getting into CNCs.
Weinstein from France
I've been using CNC plasma SYP2060-300A and I am very impressed with this unit.
This unit is of higher quality, made in China. Five stars all the way!
Wood CNC Router Machine from David Thompson 🇺🇸 United States
We purchased the SYM1325ATC With Cutting Saw Wood CNC Router for cabinet production six months ago. The machine has been running every day with excellent stability. The cutting accuracy and edge quality are impressive, and the installation guidance from the SENYO team was very professional. We are very satisfied with our investment.
2040 from INDIAN
Best 2040 CNC Router Good Price and Quality ! Thank SENYOQC
10w uv laser from American
Best supplier ! I bought 3 machines for laser and router , thank you Aillen ! --Alec
12KW Fiber Cutting - 2000X6000mm -- 이병헌 from Korea
Good machine for metal cut ! Thanks Senyo , Its prefect , I like your business patient kind!
I am a furniture manufacturer, and this machine is very good and fast. thanks Senyoqc Team ! from Bangladesh
Metal ArtWork from Denmark
The plasma cutting machine makes my artistic creation more convenient and precise!! Created more artistic ideas and value! Thank you Aillen team!
Thanks for 3D CNC Router, so much 3D works, just everyday use machine works.that is what makes the magic happen. from
Thanks for 3D CNC Router, so much 3D works, just everyday use machine works.that is what makes the magic happen.
I'm getting a little bit closer to completing more art deco jewelry use fiber laser marking machine.Thank you Senyo from
I'm getting a little bit closer to completing more art deco jewelry use fiber laser marking machine.Thank you Senyo

 manager@senyocnc.com
manager@senyocnc.com
 SENYOCNC
SENYOCNC
 +86 1525 3141 880
+86 1525 3141 880
 +86 1525 3141 880
+86 1525 3141 880
 2061579344
2061579344
