2026 Professional CNC Machine Manufacture and Supplier from china:Jinan Senyo Machinery Co., Ltd

 +86 1525 3141 880
+86 1525 3141 880

HOME >> Applications >> Industrial Applications >> Wood
From: 本站 Date: 02nd January 2025 Author: SENYOCNC Views: 1192














Autodesk Fusion 360
CNC Router
Scrap Walnut
1/4" Sharp 2 Flute Endmill
Amana 1/16 Tapered Ballnose Endmill P/N #46282-K
Scrap wood and 6 screws for workholding

I wanted to cut a relief map
Search online for Terrain2STL or visit jthatch.com/Terrain2STL, pick your area and choose your settings.
Settings I used:
Box Size: 840 (I've tried larger ones in the past and my computer really struggled)
Box Scaling Factor: 1
Box Rotation: 0
Vertical Scaling: 4
I maxed out the vertical scaling to exaggerate the mountains.
Water and Base Settings:
Water Drop: 5
Base Height: 1 Again, I wanted to maximize the contrast in my mountains.
When you get everything just right, you are ready to click Generate Model. Take note of where you saved the file.

Open and extract your .stl model.
Click File --> Upload, and navigate to the location of your downloaded model.
Click the Show Data Panel at the very top left of the screen if your model doesn't load automatically.
When your .stl model is first uploaded into Fusion it should look like the Image 1 above.
This is comprised of thousands and thousands of 'faces' (over 260 thousand for my model).
In order to assign advanced toolpaths, we first need to convert it from a mesh of faces into a solid body.
First click the drop down under Bodies to display MeshBody1. Right click MeshBody1 and click Properties.
This should display a Facet Count among other info. To convert a mesh body into a solid body, Fusion 360 requires fewer than 50,000 facets.
Chances are that your model has much more than that, so we will need to reduce the number of faces.
Next navigate to the Mesh tab at the top of the program. The first thing we will need to do is select 'Make Closed Mesh' under the modify tab.
This is not always necessary, but I have run into trouble when converting the model if this step is skipped.
MeshBody1 should automatically be selected, if not click MeshBody1 under the Bodies folder on the left hand side.
I used a Rebuild Mode of Standard and a Density of 256.
You may want to reduce the density if your computer struggles to execute this command, but a low density may soften some of your scene's detail.
A new MeshBody should have been created, named MeshBody2.
Delete MeshBody1 to take some of the strain off your computer.
Next click the arrow beside Modify and select Reduce. Once again your model should automatically be selected,
if not make sure to select MeshBody2 from the left hand side. Use a Reduce Type of Adaptive,
and change Reduce Target to Face Count. Enter 50,000 or less for the target face count .
This will remove some detail from your model, but hopefully not too much.

We now have a mesh model in 3D space, but no idea of how big it is in real terms.
First go to the Manufacture dropdown menu . Click the folder icon on the menu at the top above Setup.
We're just looking for the Dimensions here, so go to the Stock tab and record the dimensions at the bottom.
We will edit the rest later, so after you've written down the dimensions click OK.
My dimensions
X: 2741.75 mm
Y: 3590 mm
Z: 198.756 mm
No idea if that's a standard or not. Regardless, that is WAY bigger than the part I want to cut.
Decide on a length for your map. Choose one direction to 'drive' and the other will scale proportionally.
For example, I wanted the width of my scene to be 4 inches (101.6 mm).
Next return from the Manufacture workspace back to Design. Click the arrow beside Modify and select Scale from the drop down menu.
Select MeshBody2 from the design tree on the left. No need to select a point. Ensure Scale Type is Uniform
To calculate a shrinking Scale Factor, you need to divide your desired value (4 inches) by the current value.
Do the opposite if you need to enlarge the part. You can enter this directly into the scale factor dialog box. I input 101.6/2742.75.
We are now ready to convert the mesh into a body. Using the Solid tab at the top of the screen click the dropdown menu beside Modify,
place arrow over Mesh, and select Mesh to BRep. Select MeshBody2 from the design tree and select New Body.
You may get a message warning you that doing this may cause slow performance, but go ahead and click OK.
Congrats! We now have a model that Fusion 360 knows how to interact with. The color of your model should have changed from pinkish to greyish
This gives us the ability to assign advanced 3D toolpaths. You can now delete MeshBody2 to take some strain off your computer.
Step 4: Assign Toolpaths and Simulate

Return to the Manufacturing workspace.
Under 3D Toolpaths select Adaptive Clearing. Tool selection, RPM, and Feed Rates will vary greatly depending on your machine, material and workholding.
The above parameters are for cutting a 4" x 5.5" piece out of walnut with a 2 flute 1/4" sharp endmill.
After the adaptive clearing select the Parallel toolpath under the 3d menu. used a tapered ballnose endmill from Amana Tool Item #46282-K and the settings above
It's up to preference, but I found it was easiest to place my origin at the bottom left of the part.
The default origin is at the center of the part. If you'd like to change it right click Setup1 and select edit.
On the Setup tab select the bottom left corner of the stock using the stock point snap point.
Make sure that the Z level remains at the top of your stock
You can now simulate your toolpaths. If you click on one it should give you a preview of the cut path.
If you select both (hold shift) then click the simulate button at the top in the Actions menu you can do a simulation that includes the stock removal

Chances are that you will not have the same type of CNC router,
To secure my part to the table, drilled 3 blind holes into the underside of my stock and used some short wood screws to attach a piece of scrap material.
then repeated the process on the other side of the scrap material and screwed them into the spoilboard.
Make sure the 3 pieces are the same thickness.
If you're having trouble securing your stock in a way that looks flat use a shim or consider adding a facing pass.
If you will not have any excess stock at the Z level, you will need to touch off your first tool to a known value, record Z,
and measure the offset from that value to the top of stock as your Z value.
For Example: Bring the tool down to 3 inches using a 123 block, and record the absolute Z value.
Then jog your tool down until it touches the top of the stock and record that absolute Z value.
Your Z offset will be the difference between those two values. Now when the top of your stock has been machined,
you can bring the second tool down to the 123 block and add that same offset.
Because the parallel toolpath takes such a small amount of material off, it is very important that the two tools are touched off on the same plane.
Once your X Y and Z are set, do a dry run.
If everything looks good you're ready to start making chips! Using a parallel toolpath like this takes a ton of time, but seems to be the most common method.
Step 6: Conclusion

To http://jthatch.com/ for the awesome Terrain2STL tool.

Mini Desktop CNC Router for Gifts Making Small Business
Best Granite marble manual polishing machine For Sale

Stone Processing CNC Equipment Automatic Tool Changer CNC Quartz Stone Machining

3020 40W Mini CO2 Laser Engraving Cutting Machine

New Design Mini Stone CNC Machine for Marble, Granite and Quartz

Portable CNC Flame Cutting Machine with Plasma Torch for Sale
High-Precision Mini Hobby CNC Plasma Cutting Machine for Metal

Mini CNC Plasma Cutter With Rotary

4 Axis 1325 Sculpture Machine Cnc Carving Marble Granite Stone Cnc Router
Z Height 1000MM 4-AXIS Stone Engraving CNC Machine Heavy-duty Stone CNC Machine Stone Relief Carving CNC For Sale
4030 portable mini co2 laser carving and desktop rubber stamp laser engraving machine

Stone CNC Router For Kitchen sink tile carving and cutting Marble, Granite and Quartz

Robust CNC Plasma Cutting Machines with Flame Cut Head for Heavy-Duty Industrial Use

Small Portable CO₂ Laser Cutter Engraving for DIY & Business – Ideal for Wood, Acrylic, Leather

1325 3 Axis 4x8 CNC Stone Router for Sale

Mini CO2 Laser 5030 Cutting Engraving Machine For Sale
Portable CNC Plasma Flame Cutting Machine for Sale at Cost Price

Portable Cnc Plasma Oxyfuel Sheet Metal Cutting Machine for sale
CNC Plasma Cutters for Customized Metalwork –Rotary&Drilling Head
Small Table design 6040 Easy Move CO2 Hobby Laser Cutter Machine for Beginners
High-Efficiency 2 Heads CNC Machine for Aluminum Stone Marble Engraving & Cutting

Best CNC 2 Spindle 4-AXIS Stone Carving Machine High-precision Stone Carving Stone Countertop Fabrication

Top Rated 2x3 CO2 Hobby Laser Cutting Machine for Sale at Affordable Price

Best 4x8 CNC Plasma Cutter Table for Sale at Affordable Price
Entry Level CO2 Hobby Laser Cutter Machine for Beginners
Top CNC Plasma Cutters for Automotive, Aerospace, and Manufacturing Industries
Precision Stone Engraving Machines for Memorials & Signs

Portable Co2 9060 Laser Nonmetal Cutting Engraving Machine

1090 CO2 Laser Machine with Ruida Controller for Non-metal Glass Acrylic Engraving Cutting

Entry Level 9060 CO2 Hobby Laser Cutter Machine for Beginners
1325 Wood CNC Router DSP A11 Controller Wood Cutting In Test

Stone Edage Polish Machine In Test

1325 ATC Wood CNC Router Furniture MDF Cutting In Test

1 Hold 2 Spindle Stone With Rotary Marble Engraving Machine In Test
Muliti Head 3 spindle Mable Caving Machine In Work

CNC Parts In Delivery

Protable 1530 120A CNC Metal Cutting Machine With Flame Head Gas Cutting In Test
1000mm Wood CNC Polish Machine Shipping

1530 Fiber Metal Cutting 3000W In Test

20W Table Fiber Marking 4 Axis With Rotary In Test

Customzied High Z height 4th Axis Stone Marble Caving Machine 1225 Test

Buy 6090 Laser Cutting Machine For hobbyists startups Price Supplier
Mini Hobby 300X200 CO2 Laser Engraving & Cutting Machine Test

CNC Polish Machine 1000mm In Test

1325 Stone CNC Router Machine Kitchen Tank Working

1290 CNC Laser Nonmetal Cutting & Engraving Machine In Test
2 Spindle 2 Rotary 3D Marble Engraving Machine Work
1530 Stone caving Marble CNC Router Work
Multi Heads 8 Spindle Two Hold Wood CNC Router Machine In Test Work

50W Raycus Table Laser Marking Machine Test Work

5030 CO2 Laser Mini Hobby Machine In Test Work

Mini 6090- 3D Wood Engraving Work Test

1530 Plasma Metal Cutting Machine
1825 3D Wood CNC Router With Mach3 Controller and Dust Collect
Easy feeding Worktable Stone Marble engraving Machine SYS1530 In Test Work
CO2 wood plastic Cutting & Engraving Machine 1290 In Test Work

6090 Metal Engraving 4 axis Drilling PVC Tube Work Test

6090 Metal Aluminum Engraving Cutting Test Work

ATC 1325 Liner Tool changer Wood CNC Router In Test Work

50W JPT Fiber laser Table design With Rotary In test

The Apprentice Maze Puzzle Box

Box laser cutting software share
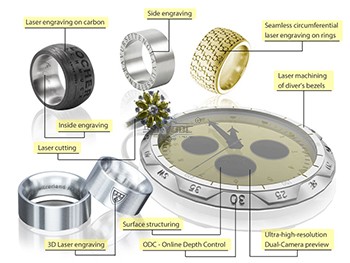
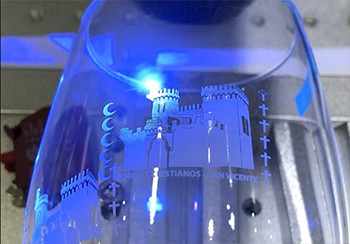
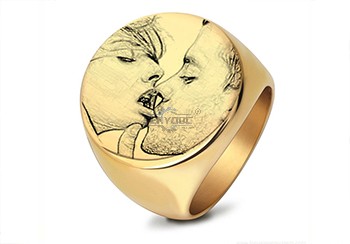
laser marking and engraving for the jewelry industry

Copper cutting for fiber laser cutting machine

Aluminum Cutting for fiber laser cutting machine

CS Laser Cutting Factors that Affect the Process

Stainless steel Fiber Laser Cutting

2d&3d wood MDF carving and cutting

3D CNC Router for Stone Relief Carving Projects

Laser Cut Adjustable Table Lamp

CO2 Laser cutting Baby Birth Block

CO2 laser cutting and engraving for 6 Sided Box Puzzle

Co2 laser wood cut Illuminated Pattern Box

Engrave Round Parts With 50W Fiber Laser Marking Machine

CNC Plasma Cut Deer Head

Relief Map on a CNC Router

CNC Router Bar Stool

Wood Chair Made With CNC Router

Competitive Price New Design Waterjet Machine 3 axis Cutting Machine

Typical industries that use waterjet technology

What main benefits to waterjet cutting ?

DTF Printer Machine Application

Typical fields of application
UV Laser Marking Machine For Glasses Engraving
GOLD Engraving -Fiber laser marking work

Sover Engraving -Fiber metal engraving and marking
3D Marking Logo deep engraving -Fiber marking machine

MOPA Fiber Laser Marking Machine Application and Samples

Fiber Laser Engraving and Marking Machine for Metalworking Projects

Stone shaft Rotary use engrave cnc router machine
Jacob from United States
I am a beginner at CNC, I’ve never used a CNC machine before and with in a day I was carving. An awesome machine for a beginner to learn as hobbyists. I used the manual and the help video. One hour to assemble and test, very friendly and easy to use. It’s a good buy for the money. I would definitely recommend this machine to someone getting into CNCs.
Weinstein from France
I've been using CNC plasma SYP2060-300A and I am very impressed with this unit.
This unit is of higher quality, made in China. Five stars all the way!
Stone Engraving Machine from Christopher Hall 🇦🇪 United Arab Emirates
We specialize in architectural stone decoration, and this machine has handled every project reliably. The engraving details are clean, and the machine maintains consistent accuracy throughout long production runs.
Plasma CNC Cutting Table from William Foster 🇿🇦 South Africa
We compared several suppliers before choosing SENYO. The SYP1530-200A machine arrived well packed and was easy to install. It cuts carbon steel efficiently with excellent repeatability. Technical support has been responsive whenever we needed assistanc
Acrylic Laser Cutting Machine from Sarah Bennett 🇸🇬 Singapore
The SYJ2040 laser machine produces beautiful acrylic products with polished-looking cutting edges. The motion system is smooth and accurate, and the machine is easy to operate. Our production efficiency has increased noticeably.
Fiber Laser Marking Machine from Robert Evans 🇮🇪 Ireland
We bought the SYJF50W fiber laser marking machine for stainless steel and aluminum parts. The marking is sharp, permanent, and very fast. After several months of production, the machine continues to perform perfectly.”
ATC Wood CNC Router from Andrew Collins 🇳🇿 New Zealand
The SYM2040 automatic tool changer saves us a significant amount of production time. Tool changes are fast and accurate, and the machine performs complex woodworking jobs without any problems. Excellent machine and excellent service.
Stone CNC Router from Daniel Murphy🇦🇺 Australia
Our company produces granite and marble countertops. This SYS1530-R stone CNC router delivers precise carving and stable performance even during long working hours. The heavy-duty structure makes a noticeable difference compared to our previous machine.”
Plasma Cutting Machine from James Wilson 🇨🇦 Canada
The SYP2060 plasma cutting machine exceeded our expectations. It cuts mild steel quickly with smooth edges and very little slag. The controller is easy to learn, and the machine has been reliable since day one. Great value for money.”
CO₂ Laser Cutting & Engraving Machine from Michael Carter🇬🇧 United Kingdom
CO₂ Laser Cutting & Engraving MachineWe use the SYJ2030 CO₂ laser machine mainly for acrylic and MDF products. The engraving quality is clean, and the cutting edges require almost no finishing. SENYO provided complete operation videos and answered every question promptly.

Jinan Senyo Machinery Co., Ltd

 manager@senyocnc.com
manager@senyocnc.com
 SENYOCNC
SENYOCNC
 +86 1525 3141 880
+86 1525 3141 880
 +86 1525 3141 880
+86 1525 3141 880
 2061579344
2061579344
